유도가열 솔더링은 낮은 온도에서 녹는 용가재를 사용해 두 개의 전도성 소재를 접합하는 공정으로, 더 높은 온도에서 이루어지는 브레이징과 구별됩니다. 유도 가열은 작업 코일에서 전자기장을 발생시켜, 소재의 전도성 부분에 전류를 유도함으로써 소재와 용가재의 온도를 상승시켜 솔더링을 수행합니다.
유도가열 솔더링은 국부적으로 정밀한 열을 전달하여 가열 사이클을 단축함으로써 생산성을 향상시키고, 반복 가능하고 신뢰할 수 있는 가열을 통해 불량률을 감소시키는 동시에 금속의 금속학적 특성을 유지합니다. 이 공정은 불꽃을 사용하지 않고 수행됩니다. 접합부의 강도는 브레이징에 비해 다소 낮을 수 있지만, 솔더링 공정을 정밀하게 제어하고 열 응력을 최소화할 수 있어 민감한 전자 부품이나 소형 부품에 특히 적합합니다.
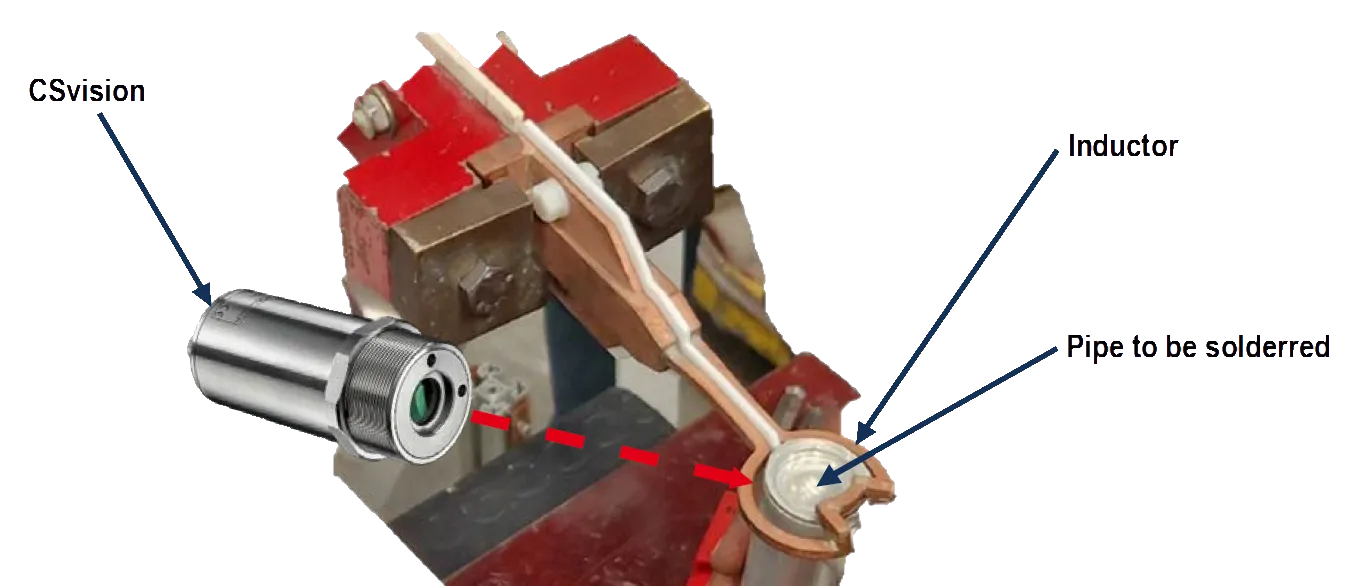
유도가열의 원리는 비교적 간단한 과정으로 이해할 수 있습니다. 인덕터는 변압기의 1차측 역할을 하고, 소재는 단락된 2차측 역할을 합니다. 금속 부품이 전자기장 안에 들어가면 유도된 와전류가 순환하면서 열이 발생해 온도가 상승합니다.
유도가열 솔더링에서는 정밀한 온도 제어가 매우 중요합니다. 아주 미세한 온도 변화만으로도 솔더 접합부가 불완전해지거나 결함이 발생할 수 있습니다. 열전도율이 높은 소재는 열을 빠르게 분산시켜 균일한 온도 상승을 어렵게 만듭니다. 과도한 온도는 소재를 손상시킬 수 있으므로, 솔더링 온도는 사용되는 모든 소재의 열적 안정성에 맞춰 설정되어야 합니다. 또한 고온에 노출되는 시간 역시 최적화가 필요하며, 짧은 시간에도 완전한 용융이 가능하지만 노출 시간이 너무 길어지면 과열로 인해 부품이 손상될 수 있습니다. 열전대는 온도 측정을 위한 신뢰할 수 있고 비용 효율적인 선택지일 수 있으나, 전자기장 간섭의 영향을 받을 수 있으므로 설치 위치를 신중하게 고려해야 합니다.
산업용 유도가열 솔더링 시스템은 온도 센서로부터의 입력을 통합한 보다 자동화된 피드백 시스템을 필요로 하며, 이를 통해 공정을 실시간으로 조정하고 최적화할 수 있습니다.